Le moulage : 5 techniques clés pour reproduire vos objets avec précision
Le moulage est un procédé ancestral qui permet de reproduire la forme d’un objet original, appelé modèle, en utilisant une empreinte en négatif. Cette technique, indispensable dans l’industrie de pointe comme dans les ateliers d’artistes, repose sur un principe physique simple : on remplit une cavité avec un matériau fluide, comme du plâtre, de la résine ou du métal en fusion, qui, en durcissant, restitue la forme initiale. Le moulage est le pont entre l’idée unique et la multiplication concrète.
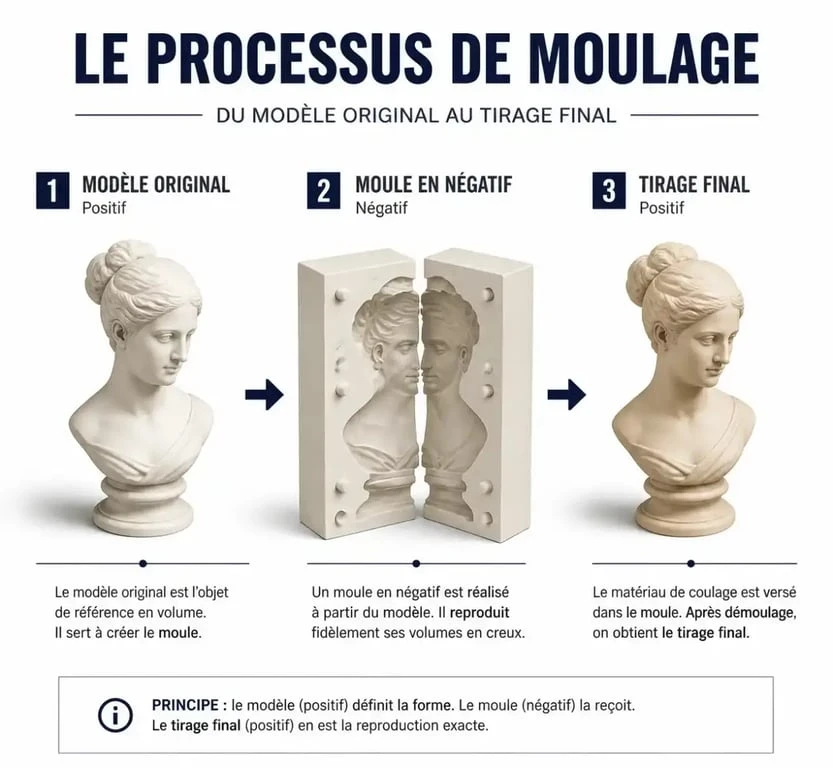
Les fondamentaux du processus : de l’empreinte au tirage
Pour comprendre le moulage, il faut distinguer deux éléments indissociables : le moule, qui est l’enveloppe creuse contenant l’empreinte, et le tirage, qui est l’objet final obtenu. Le succès de l’opération dépend de la précision de la prise d’empreinte et de la capacité du matériau à épouser les détails les plus infimes du modèle.
Panorama des techniques de moulage selon les usages
Selon que l’on travaille dans une fonderie industrielle ou dans un atelier de restauration d’art, les contraintes de température, de résistance et de fidélité varient considérablement.
Le moulage au sable : le pilier de la fonderie
Utilisé depuis l’Antiquité, le moulage au sable est la méthode reine pour les pièces métalliques massives. On compacte un mélange de sable et de liants autour d’un modèle. Une fois le modèle retiré, on coule le métal en fusion dans la cavité. Cette technique est économique et permet de réaliser des pièces de plusieurs tonnes, bien que l’aspect de surface soit souvent granuleux et nécessite un usinage ultérieur.
La cire perdue : l’excellence artistique
Le moulage à la cire perdue est le procédé de prédilection pour le bronze d’art. On crée un modèle en cire, que l’on enrobe d’une carapace de céramique réfractaire. En chauffant l’ensemble, la cire fond et s’évacue, laissant place à un vide exact que le métal vient combler. Chaque moule étant détruit pour libérer la pièce, chaque tirage est unique, garantissant une finesse de détail exceptionnelle.
Le moulage par injection : la précision industrielle
Cette technique domine le quotidien, des briques de construction aux tableaux de bord de voitures. Le moule est une matrice en acier robuste. On y injecte sous haute pression une matière plastique chauffée. Le refroidissement est quasi instantané, ce qui permet des cadences de production élevées avec une précision au micromètre près.
| Technique | Matériau typique | Points forts | Usage principal |
|---|---|---|---|
| Sable | Fonte, Acier, Aluminium | Économique, grandes pièces | Industrie lourde |
| Cire perdue | Bronze, Or, Argent | Précision extrême | Bijouterie, Sculpture |
| Injection | Thermoplastiques | Vitesse, répétabilité | Consommation de masse |
| Silicone | Résine, Plâtre, Cire | Souplesse, facilité | Prototypage, Artisanat |
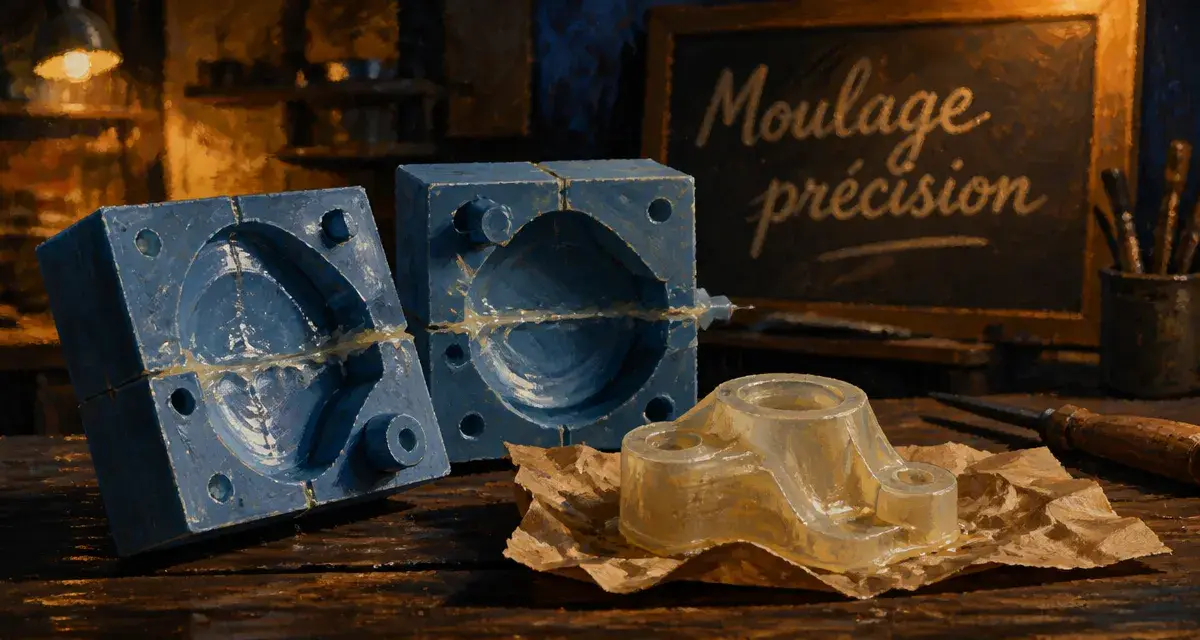
L’étanchéité et la précision : le rôle des interfaces
Lorsqu’on réalise un moule complexe en deux parties, la jonction entre les deux blocs est primordiale. C’est ici que le plan de joint prend tout son sens technique. Si ce plan n’est pas parfaitement ajusté, la matière s’échappe, créant des coutures disgracieuses appelées bavures. Les mouleurs utilisent des clés de positionnement, des ergots mâles et femelles, qui assurent un emboîtement millimétré. Une attention particulière à cette zone de contact garantit l’étanchéité lors de la coulée et réduit le temps de finition après le démoulage.
Formation MOULAGE : Apprendre les étapes de la technique de moulage pas à pas
Les étapes clés pour réussir son propre moulage
La réussite d’un tirage repose sur le respect d’un protocole rigoureux. Voici les étapes pour transformer un objet en série de répliques.
Préparation du modèle et agent de démoulage
Le modèle doit être propre et, si nécessaire, bouché si le matériau est poreux comme le bois. L’application d’un agent de démoulage, comme de la vaseline, un spray silicone ou de la cire, est l’étape la plus critique. Sans ce film protecteur, le matériau de coulée risque de fusionner avec le moule, rendant l’extraction impossible.
La coulée et la gestion des bulles d’air
Lorsqu’on verse le matériau liquide, le principal ennemi est l’air emprisonné. Pour minimiser les bulles, il est conseillé de couler le mélange en un filet fin et constant, toujours au point le plus bas du moule, pour laisser le liquide monter naturellement et chasser l’air. Les professionnels utilisent parfois une cloche à vide ou une table vibrante pour forcer les micro-bulles à remonter à la surface.
Le temps de polymérisation et le post-traitement
La patience est la vertu du mouleur. Sortir une pièce trop tôt, alors que le cœur n’est pas encore sec ou polymérisé, conduit à des déformations. Une fois la pièce extraite, le travail continue : il faut souvent ébarber les traces du plan de joint, poncer les imperfections et parfois appliquer une patine pour donner à l’objet son aspect final, qu’il s’agisse d’une imitation pierre, métal ou bois.
Innovations et futur du moulage traditionnel
L’arrivée de l’impression 3D a transformé le secteur sans pour autant remplacer le moulage. On utilise désormais l’impression 3D pour créer des modèles parfaits ou des moules perdus complexes, impossibles à sculpter à la main. Cette hybridation permet de gagner un temps précieux dans la phase de prototypage tout en conservant les qualités mécaniques et esthétiques des matériaux coulés. Le moulage reste une discipline vivante, capable de s’adapter aux technologies numériques pour repousser les limites de la reproduction de formes.
- Peinture mur et plafond : mat, satin ou velours, pour quelle pièce, quel support et quel entretien ? - 4 août 2026
- Peindre une toiture en ardoise, oui, mais seulement si le support reste sain - 4 août 2026
- Bloc à bancher : dimensions, résistance et stock, le trio à vérifier avant d’acheter - 3 août 2026